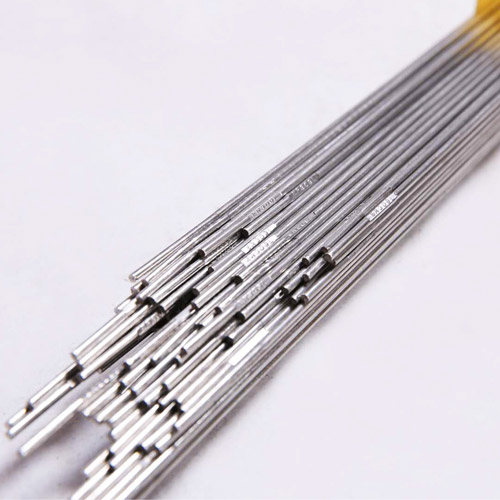
الفولاذ المقاوم للصدأ لحام الأسلاك ER308، ER308L، ER308Si، ER308LSi، ER309، ER309L، ER310، ER316، ER316L؛
ينقسم سلك الفولاذ المقاوم للصدأ بشكل أساسي إلى نوعين ، أحدهما هو الأسلاك الصلبة المحفورة ، والأسلاك المحفورة بالتدفق. سلك اللحام قيد الاستخدام ، وذلك أساسا وفقا للحاجة إلى اختيار مواد لحام مختلفة من أسلاك اللحام المختلفة. يستخدم أسلاك لحام الفولاذ المقاوم للصدأ ER308H بشكل رئيسي للحام الفولاذ المقاوم للصدأ 18Cr-8Ni. يستخدم أسلاك لحام الفولاذ المقاوم للصدأ ER309Mo بشكل رئيسي للحام الفولاذ 22Cr-12Ni-2.5Mo. يستخدم أسلاك لحام الفولاذ المقاوم للصدأ ER409Cb بشكل رئيسي للحام 409,410 من الفولاذ المقاوم للصدأ.
تفاصيل المنتج
ER308 ، ER308L ، ER308Si ، ER308LSi ، ER309 ، ER309L ، ER310 ، ER316 ، ER316L ؛
AWS: ج٥,٩
يتوافق مع الشهادة: AWS A5.9 ASME SFA A5.9
عملية اللحام المستخدمة في Mig (GMAW) والقوس المغمور (SAW)
التركيب الكيميائي ل AWS
C = 0.08 كحد أقصى
Cr = 19.5 – 22.0
Ni = 9.0 – 11.0
Mo = 0.75 كحد أقصى
مليون = 1.0 – 2.5
Si = 0.30 – 0.65
P = 0.03 كحد أقصى
S = 0.03 كحد أقصى
Cu = 0.75 كحد أقصى
| الأحجام المتوفرة | |
| القطر × أحجام التخزين المؤقت | القطر × أحجام الملف |
| .025 × 2 # ، 10 # ، 25 # | 1/16 × 60 # ولفائف مطحنة |
| .030 × 2 # ، 10 # ، 25 # ، 30 # ، 33 # | 5/64 × 60 # ولفائف مطحنة |
| .035 × 2 # ، 10 # ، 25 # ، 30 # ، 33 # | 3/32 × 60 # ولفائف مطحنة |
| .045 × 2 # ، 10 # ، 25 # ، 30 # ، 33 # | 1/8 × 60 # ومطحنة لفائف |
| 1/16 × 10 # ، 25 # ، 30 # ، 33 # | 3/16 × 60 # ولفائف مطحنة |
| 5/32 × 60 # ولفائف مطحنة | |
تطبيق
يستخدم WW308 ل MIG ، واللحام بالقوس المغمور للفولاذ المقاوم للصدأ غير المستقر مثل الأنواع 301 و 302 و 304 و 305 و 308. هذا المعدن الحشو هو الصف الأكثر شعبية بين الفولاذ المقاوم للصدأ ، ويستخدم لتطبيقات الأغراض العامة حيث تكون ظروف التآكل معتدلة.
| التركيب الكيميائي المودع ٪ (نموذجي) | ||
| ج = 0.04 | نعم = 0.30 | مليون = 1.8 |
| P = 0.009 | S = 0.009 | Cr = 20.0 |
| ني = 9.5 | N = 0.05 | |
| الخواص الميكانيكية (R.T.) | |
| قوة العائد | 61,000 رطل لكل بوصة مربعة |
| قوة الشد | 90,000 رطل لكل بوصة مربعة |
| استطاله | 41% |
| تقليل المساحة | 60% |
ترسبت جميع خصائص المعادن الملحومة
البيانات نموذجية لمعدن اللحام ER308 الذي ترسبه Mig باستخدام الأرجون + 2٪ من الأكسجين كغاز التدريع. لا يتم تقديم البيانات حول القوس الفرعي ، حيث يعتمد القوس الفرعي على نوع التدفق المستخدم.
| معلمات اللحام الموصى بها | ||||||
| GMAW "لي عملية" | عكس القطبية | |||||
| قطر السلك | تغذية الأسلاك | الامبير | فولت | غاز التدريع | الغاز CFH | |
| لحام قوس قصير | .030 | 13-26 | 40-120 | 16-20 | أرغون+2٪ O2 | 25 |
| .035 | 13-26 | 60-140 | 16-22 | أرغون+2٪ O2 | 25 | |
| رذاذ قوس لحام | .035 | 20-39 | 140-220 | 24-29 | أرغون+2٪ O2 | 38 |
| .045 | 16-30 | 160-260 | 25-30 | أرغون+2٪ O2 | 38 | |
| 1/16 | 10-16 | 230-350 | 27-31 | أرغون+2٪ O2 | 38 | |
يمكن استخدام غازات التدريع الأخرى للحام Mig. يتم اختيار غازات التدريع مع مراعاة الجودة والتكلفة وقابلية التشغيل
| معلمات اللحام الموصى بها | ||
| SAW "عملية لحام القوس المغمور" | اقترح عكس القطبية | |
| قطر السلك | الامبير | فولت |
| 3/32 | 250-450 | 28-32 |
| 1/8 | 300-500 | 29-34 |
| 5/32 | 400-600 | 30-35 |
| 3/16 | 500-700 | 30-35 |
يمكن استخدام كل من التدفقات المتكتلة والمنصهرة للحام القوس المغمور.
ملاحظة: يؤثر التركيب الكيميائي للتدفق بشكل رئيسي على كيمياء معدن اللحام وبالتالي مقاومته للتآكل وخصائصه الميكانيكية.
Send your message to us


أخبار ذات صلة
المنتجات الرائجة
تم إرساله بنجاح
سوف نتصل بك في أقرب وقت ممكن
غلق